發動機大修的標准
汽車發動機是否需要大修,主要取決於氣缸的磨損程度,即圓度誤差、圓柱度誤差是否超過大修使用極限。因此必須對氣缸磨損程度進行測量和圓度誤差、圓柱度誤差的計算,以及對氣缸磨損程度進行綜合分析、判斷。
1、氣缸磨損分析
1.1氣缸正常磨損
氣缸在正常工作下,其工作表面與活塞環相互運動的區域形成不均勻的磨損。磨損的主要特征及原因有以下幾個方面。
1.1.1“錐形”
從氣缸縱斷面看,氣缸磨損後形成“上大下小”,失去原來正圓柱的形狀,稱為“錐形”。產生“錐形”磨損的原因如下:
1)摩擦力不等的磨損
發動機工作時,活塞環在自身彈力和傳遞到背面上氣體壓力的作用下,緊壓在氣缸壁上。活塞在上止點處,作功沖程中活塞環對氣缸壁產生的壓力,第一道環最大,壓力高達2940×103Pa,第二道735×103Pa,第三道環294×103Pa;同時,高壓破壞了油膜,造成邊界潤滑,加劇氣缸磨損;而且該壓力隨著活塞的下行,急劇降低,活塞環對氣缸壁的壓力存在著上大下小的現象。氣缸上口活塞環不接觸的部位幾乎沒有磨損,形成了一個明顯的台階,俗稱“缸肩”。
2)潤滑條件變化的磨損
氣缸壁多靠飛濺潤滑,所以易導致氣缸上部供油困難,而且上部溫度高,潤滑油粘度稀釋嚴重,易於流失,不易形成油膜,即使有油膜,也可能被燒掉。另外,混合氣中的細小油滴對氣缸上部油膜的沖刷破壞活塞環的刮油等各種因素疊加,造成氣缸上部潤滑不良,使活塞環與氣缸壁易形成干摩擦或邊界潤滑狀態,必然導致氣缸上部的磨損加劇。
3)磨料磨損
當空氣和燃油中的灰塵和雜質燃燒產生的積碳粘附在氣缸壁上形成磨料時,使磨損加劇,且往下逐漸被磨碎,其損壞程度便逐漸減輕。
從氣缸的縱斷面看,磨損的最大部位一般是在活塞到達上止點時,第一道環所對應的氣缸壁處,使氣缸磨損後形成了上大小下的“錐形”。
1.1.2“失圓”
從氣缸的橫斷面看,氣缸磨損後失去原來的正圓形狀,俗稱“失圓”。產生“失圓”磨損的原因:
首先,酸性物質進入氣缸和燃燒中產生的水氣與廢氣中的CO2、NOX相遇生成酸性物質,該物質便依附在氣缸壁上,對缸體產生腐蝕作用;氣缸工作溫度越低,酸性物質越易生成,腐蝕作用越大。在多缸發動機上,由於一缸前壁與尾缸的後壁,冷卻效率較好,其腐蝕磨損也就較大;其次,作功行程中,活塞對氣缸壁的主受力面有很大的側壓力,該壓力破壞潤滑油膜,增加氣缸主受力面的磨損。
1.2氣缸非正常磨損
發動機在制造、使用和修理諸方面的原因,致使活塞在氣缸中形成非正常運動而造成的不正常磨損。
1.2.1“腰鼓形”
從氣缸的縱斷面看,在氣缸中部磨損最大的部位,俗稱“腰鼓形”。而造成氣缸“腰鼓形”磨損的主要原因,就是磨料磨損。空氣中的灰塵、潤滑油中的雜質,夾持在活塞環與氣缸壁之間,在活塞上下運動時形成有害的磨料。因為活塞在氣缸中部運動速度最快,所以磨料對氣缸壁的磨削作用在氣缸中部也最嚴重,從而使氣缸形成“腰鼓形”磨損。由於活塞在氣缸內運動時側壓力均作用在氣缸的左右方向。因此,“腰鼓形”磨損的最大部位通常在氣缸中部的左右方向。
1.2.2“拉缸”
從氣缸的表面觀察,表面有溝槽不光滑的痕跡,俗稱“拉缸”。主要原因為:發動機內缺乏潤滑油或潤滑油過少,氣缸表面與活塞環形成干磨;潤滑油雜質堅硬;缸體缺少冷卻水,導致溫度過高;配合間隙過小;此外,超載、駕駛員操作不當、活塞環折斷等,都將造成拉缸。
1.2.3“偏磨”
由於連桿彎曲後未校正,活塞無論運行到什麼位置,都是傾斜的。連桿扭曲、彎曲未校正,連桿中心線偏位,對氣缸壁產生偏磨。曲軸軸向間隙過大,造成活塞連桿組偏移,使氣缸單邊磨損嚴重,氣缸產生異常磨損。就原因來說:有制造、使用和修理等方面的因素引起,由於某些零件的修理與裝配不當,致使活塞在氣缸中形成不規則的運動,而造成非正常的磨損。
2、氣缸的測量
在汽車修理 行業通常采用經驗法、上下位置測量比較法,來確定是否要大修,這樣隨意性測量誤差較大。為了達到准確測量、正確判斷,為此,特別介紹采用專用工具(內徑百分表俗稱量缸表)測量法,對氣缸表面幾何尺寸的檢測,並通過所測量的數據進行分析,判斷發動機氣缸的磨損情況,視情作出修理。
2.1內徑百分表的構造
內徑百分表由百分表、表桿座、活動測桿(量頭),支撐架和一套長度不等的接桿等組成。
2.2操作步驟
2.2.1選擇量具
選擇與氣缸直徑相對應的千分尺與量缸表,並對千分尺進行校對,修正誤差。
2.2.2組裝量缸表
首先,將百分表裝到表桿上,使小指針在零位置,擰緊固定螺母。其次,根據氣缸標准尺寸,選擇合適的測量接桿,並固定在量缸表的下端。然後,將千分尺調到氣缸的標准尺寸,再將量缸表通過千分尺校正到氣缸的標准尺寸(使測桿有1.5-2mm左右的壓縮量,看小指針位置),同時,旋轉表盤使大指針對准零位。此時,缸表裝復完畢。
2.2.3缸表使用與氣缸尺寸確定
量缸時,手握住絕熱套,活動測桿靠住被測部位,慢慢擺動表桿,使內徑百分表的測桿與氣缸軸線垂直(可通過觀察百分表指針擺動情況來判斷:當表針指示到最小數值時,即表示測桿已垂直於氣缸軸線)。
如果百分表頭的大指針正好指在“0”處,小指針在1.5-2mm原先校表位置,說明被測的氣缸孔徑與其校表尺寸相等,若以標准尺寸進行校表,則表示缸徑尺寸與標准尺寸相同,無磨損。如果百分表頭大指針順時針方向轉,並過“0”位,則表示缸徑尺寸小於標准尺寸,反之,則表示大於標准,氣缸有磨損。注意小指針位置變化。
2.2.4測量及數據處理
根據國標圓度誤差、圓柱度誤差應多點測量,但上述氣缸的磨損規律分析得出,測量的部位應選擇在活塞環運動區域內,一般選擇三個位置。即活塞環與上止點相對應位置的缸壁最大磨損處、氣缸中間位置、下部磨損最小處的三個截面,每個截面作縱橫方向測量兩個數值,共測得6個數值填人卡片,然後算出圓度誤差、圓柱度誤差,原修理級別與現修理級別。
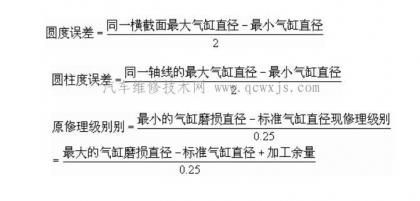
根據上述公式得:
圓度誤差=(0.15-0.11)/2=0.02mm
圓柱度誤差=(0.15-0.09)/2=0.06mm
原修理級別=0.03/0.25=0級
現修理級別=(0.15+0.10)0.25=1級
氣缸的磨損程度,以其中磨損最大的一個氣缸為標准,來確定氣缸是否需要大修,並作為選擇其修理級別的依據。汽油機氣缸圓度小於或等於0.05mm,柴油機小於或等於0.0625mm;且汽油機氣缸圓柱度小於或等於0.20mm,柴油機氣缸圓柱度小於或等於0.25mm,此氣缸可繼續使用;如果超出此磨損范圍,則應對該發動機實施大修。
氣缸測量的關鍵:
理論上應熟練地掌握氣缸的磨損規律,有針對性的選擇測量部位,並在實際操作中對量缸表能夠准確地使用。
注意事項:
1)百分表量頭與測桿裝配時應無間隙。
2)測桿測量中不應松動。
3)校量缸表時,測桿兩端應與千分尺平行,測桿軸線應與被測工件表面垂直,否則影響精度。
4)百分表用後,應卸除所有的負荷,用干淨軟布將表面擦試干淨,並在金屬表面塗抹一薄層工業凡士林,將百分表水平地放置盒內,嚴禁重壓。
華泰聖達菲熱車時發動機有異響 一輛華泰聖
氣缸排列形式有3種:直列式、V型和水平對置式。
電控汽油噴射系統時應注意的幾點問題
